
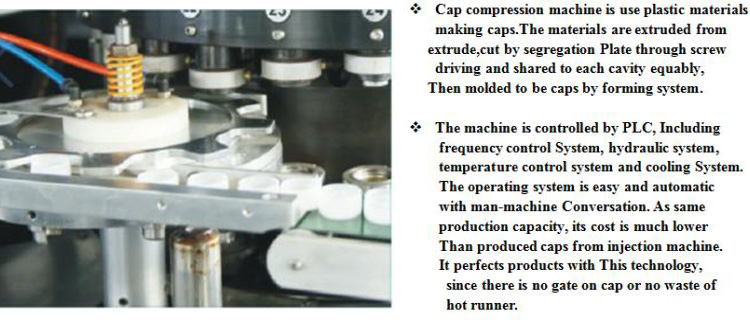
Уверавамо вас да увек пружамо висококвалитетну машину за компресију капа са 18 шупљина. Помозите вам да одаберете праве и висококвалитетне производе како бисте освојили тржиште и отворили тржиште квалификованим производима и услугама и постигли обострану корист.
Краће време циклуса за већу продуктивност
Мања потрошња енергије
Висока специфична густина
Калупи без одржавања који трају деценијама
Брзи процес промене боје
Мање отпада значи ниже трошкове
| Модел | ДРЦМ-018 |
| Капацитет производње | 17000-18000/ сат (поклопац 29/25 мм) |
| Цап Диаметер | 20-45мм |
| Цап Хеигхт | 10-30мм |
| Цап Материал | ПП/ХДПЕ/ЛДПЕ |
| Шупљина калупа бр. | 18 |
| Снага | 380В/ПХ/50ХЗ |
| Инсталлатион Повер | 30КВ |
| Потрошња ваздуха | 0,3М3/х, 0,8Мпа |
| Мацхине Дименсион | 2660*1200*2000мм |
| Тежина машине | 3.1Т |

У поређењу са машином за бризгање
| Ставка | Компресија капа машина за обликовање |
Бризгање машина |
| Број шупљина | 24 | 2*24 |
| Излаз | 16800-23400 | 2*6000 |
| Потрошња струје | 26 | 2*36 (са калупом) |
| Потрошња струје месечно | 18720 | 51840 |
| Уштеда енергије месечно | 33120кв | |
| Уштеда трошкова | 6650 00 УСД месечно (ако је 0 2 УСД/кв/х) | |
| Коришћење адитива | Не | да |
| Коришћење ослобађања калупа | Не | да |
| Необичан мирис | Не | да |
| Изглед производа | Нема места убризгавања | Са местом убризгавања |
| Губљење | Не | да |
| Ресурс радне снаге | 1 | 2 или више |
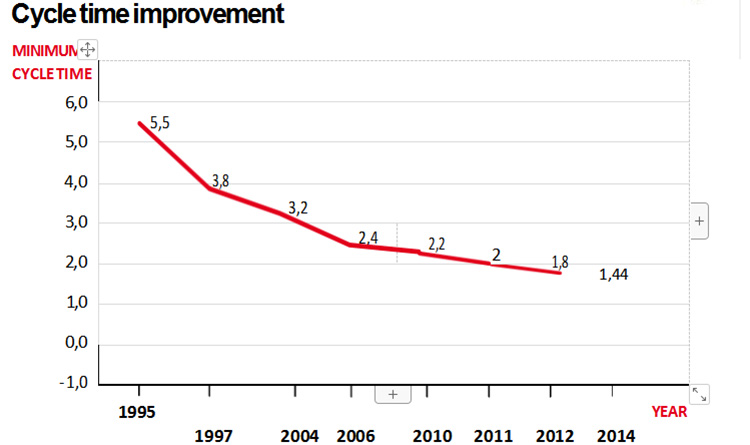
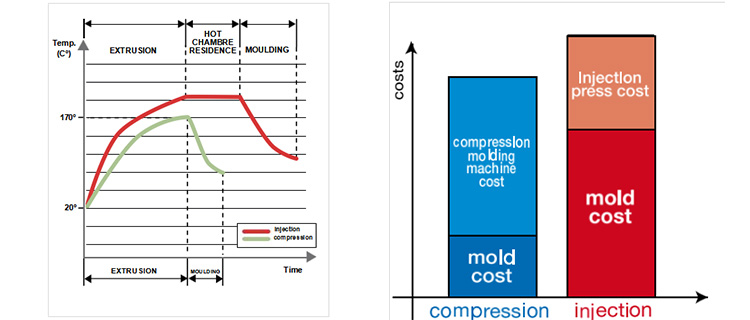
СР КРАЋЕ време ЦИКЛУСА и самим тим већа продуктивност. Нижа температура екструзије омогућава брже хлађење поклопца у калупу: ово је скратило време циклуса, које је, у случају лаких капица, скраћено на око 2 секунде.
МАЊА ПОТРОШЊА ЕНЕРГИЈЕ. Ниже температуре екструзије значе да је потребно мање енергије да би се пластика довела до температуре екструзије и, пошто је пластика хладнија, потребно је мање енергије за њено хлађење. Укупна уштеда енергије по произведеној капи може бити и до 45%.
ВИСОКА СПЕЦИФИЧНА ГУСТИНА. Пошто је притисак калупа једнак, ниже температуре омогућавају постизање веће специфичне густине; штавише, одсутна је тачка убризгавања, која додатно оптерећује растопљену пластику. Овај технолошки услов обезбеђује механичка својства и конзистенцију која би била недостижна ињектирањем.
КОНСИСТЕНТНОСТ је постала главни проблем у флаширању пића где су производне линије све брже и софистицираније и где се више не могу толерисати застоји у погону повезани са затварањем.
КАЛУСИ БЕЗ ОДРЖАВАЊА који трају деценијама. Вертикално и аксијално померање калупа за компресију обезбеђује - за разлику од калупа за ињектирање, оптерећеног сопственом тежином - да су калупи заштићени од свих врста хабања. Компресијско обликовање значи да се калупи не хабају током целог радног века.
БРЗЕ ПРОМЕНЕ БОЈЕ. Ово се може брзо завршити без потребе за чишћењем вруће коморе, која је одсутна у процесу компресије. МАЊЕ ОТПАДА нижи трошкови.
| Моулд Материал | Шупљина | ДЦ53, Јапан |
| Цавити Басе | Берилијум бакар, САД | |
| Цавити Педестал | С136 .Сведен | |
| Сцрев оф Цавити Педестал | ДЦ53, Јапан | |
| Језгро | Берилијум бакар, САД | |
| Тхреад Парт | ДЦ53, Јапан | |
| Медиум Слееве | ДЦ53, Јапан | |
| Де-моулдинг Слееве | С136 .Сведен | |
| Тврдоћа калупа | Након вакуумског паљења, -180°Ц криогеног третмана, нитрирања, затим ДЛЦ (угљеник сличан дијаманту), тврдоћа калупа је око 70 степени. | |
Извоз стандардно паковање
Наш техничар може бити фабрика купца да инсталира и покрене машину. Али купац треба да сноси све трошкове за пут техничара (укључујући авионску карту, трошкове смештаја и плату)
ДАТУМ ИСПОРУКЕ: 55-60 ДАНА НАКОН ДОБИЈАЊА ДЕПОЗИТА.
ЛУКА ИСПОРУКЕ: НИНГБО,КИНА